Pressing of round an irregular products using steel moulds, CNC adjustable, efficient change overs and settings. For products with diameters from 50 up to 570 mm. Production up to 1000 pieces per hour.

Round products from wet clay: buy the best machine there is at VSM.
Potter press
PRODUCTS Ø < 570 MM
Potter press
This high end machine presses round pots, also with spilt mould option to make products with a foot. With products diameter sizes up to 570 mm.
Potter-brochure-UK.pdf
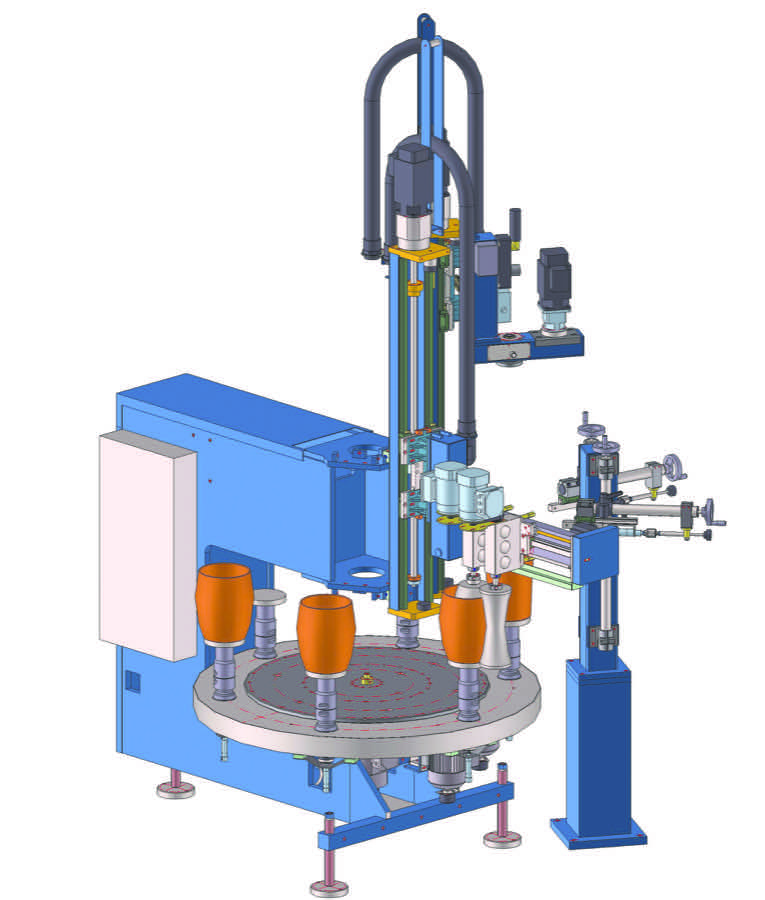
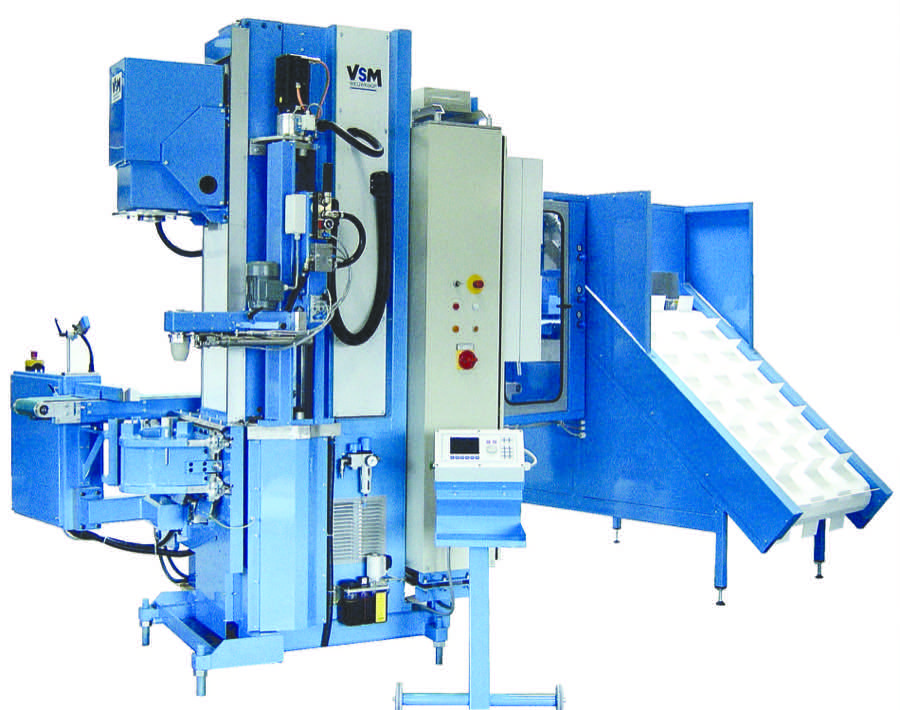
POTTER PRESS
For high production of flower pots and round dinnerware made from earth- en or stone ware ball clay, up to Ø 550 mm.
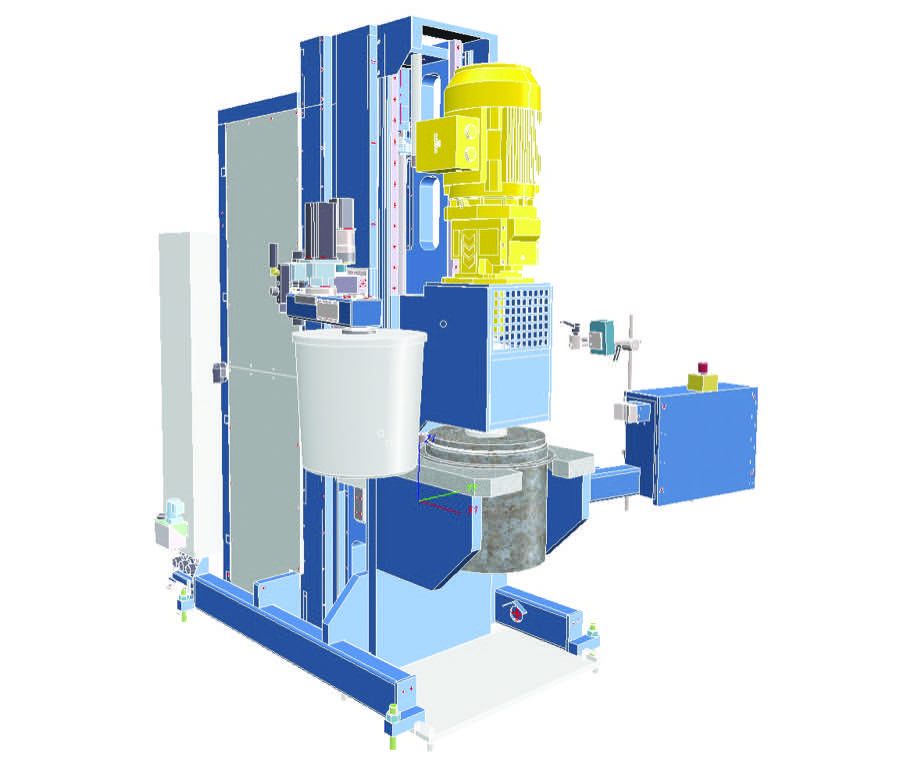
The Flex CNC press series are designed for producing ceramic products with steel moulds. With this press a very high product quality can be achieved: all products are identical, smooth and exactly round, have a constant wall thickness and a perfect finish.
Its high capacity is achieved by energy saving Servo motors. While the CNC-3-Control allows for a quick change over and easy settings of production.
To increase the daily production there are sensors with extra software who recognize early production failures and then tries to cure them. Due to this there are less stand-stills and the press stops automatically ónly when needed.
The machine has an outstanding robust design and finishing, a well-considered configuration of machine components, e.g. all linear ways are perfectly covered and sealed from clay and releasing oil. In this way a very long life span is achieved.
The Flex machine includes: a pressing unit with upper and lower mould, a pick up arm with a vacuum-head and finishing system, clay sliding-in unit and CNC-3-Control unit. The modular construction with multiple options makes the press easy to fit in all production lines.
THE ADVANTAGES
- No plaster moulds anymore, but steel long life span moulds (up to 1.000.000 pcs);
- High quality finished products in one go;
- High daily output due quick motions and production surveillance Software;
- Possible to automatically reshape or make imprints after production. (many options);
- Energy saving production machine;
- Faster set ups and quick change over’s with CNC-3-Control, with touch screen;
- Suitable to fit in any production line because of small modular designs;
- Long life span and little planned maintenance required;
- Internet connection to VSM for monitoring;
- Clear list of warnings plus feedback on machine status to operator in case of problems or ma chine failure;
- Turn key delivery;
- Excellent after-sales service and training;
- Many favourable references from customers;
- Safety according European standards (CE mark);
- State- of the art safety PLC for quick and safe starting the machine after a standstill.
Photos

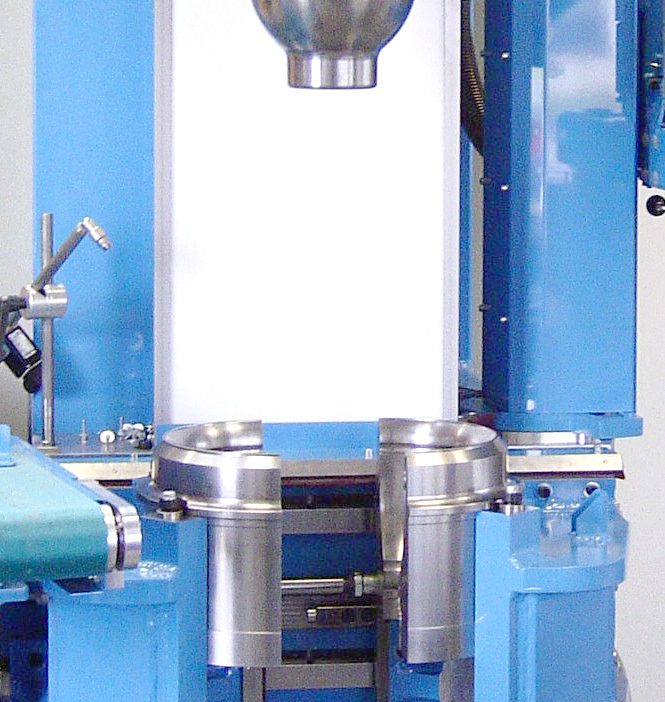
Potter Press with a vertical split mould

Decoration: on the left you see a stamp, on the right a roller.
Potter press
Potter press

1. Ball / hollow shaped product

2. Square product

3. Product with more curves

4. Basic shaped product

5. Tall product

6. Decorated product

7. Product with more curves on the outside
Making
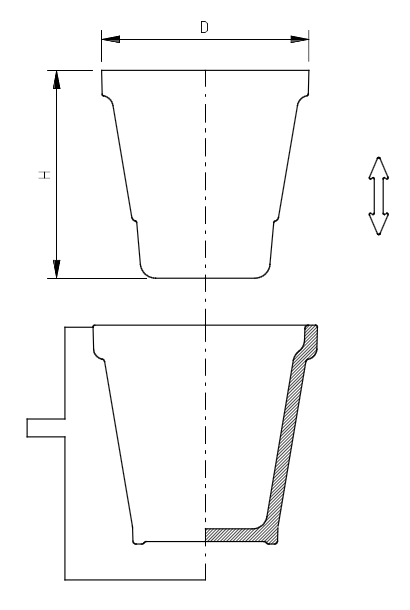
Process A:
in- and outside conical min. 1°
D: H max. 1:4
If you scroll up and take a look at pots 4 and 5, you can see that they are made by the process above. Pots 1, 2, and 6 are also made by this process, but with the reshaping option after the making.
Process B (option): Inside conical min. Outside horizontal ‘‘Tulip’’ type up to
See pot number 3 in the beginnning of this page.
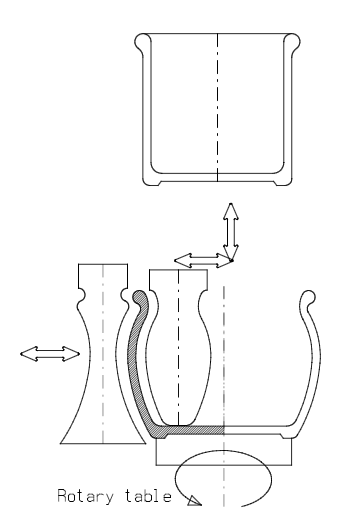
Process C:
Inside conical min 1°.
Outside with vertical split mould (up to Potter 350. Note: smaller and quicker potters are available). See pot number 7 in the beginning of this page.
DECORATION AFTER PRESSING
The product is decorated on the vacuum head by rolling onto it (limited), even with a one to one servo system, or to make a stamp in it. Also product number 3 in the slideshow on top of this page is made this way.
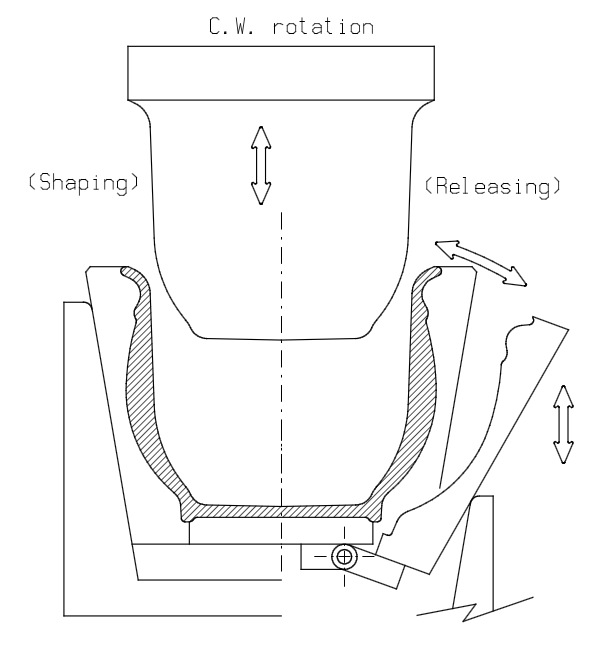
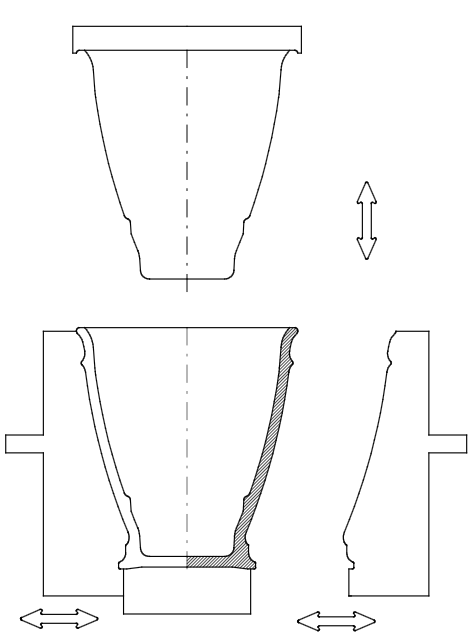
With this option it’s possible to quickly produce pots with an undercut on the outside, like pot number 7 in the slideshow on this page. For the making of these kinds of pots see Process C above. The under-mould is vertically split and opens and closes by the hydraulic cylinders. The seam is not present on the product, as the clay spins in the mould.
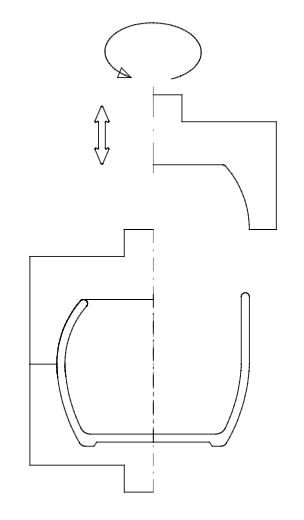
RESHAPING
The possibility to reshape products after pressing gives you many options. They are explained by the drawings below.
In the first one is shown that the reshaping is made by an upper mould part which rotates, to make the product ball shaped. See product number 1 on the top of this page.
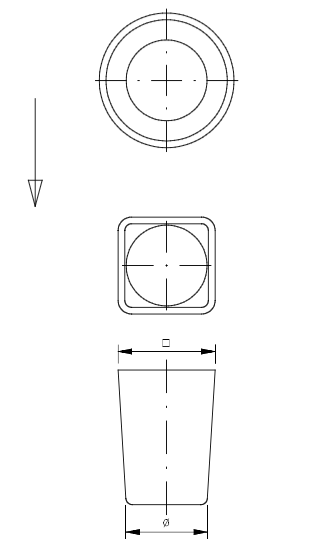
With the option below (no. 2), the round product can be reshaped into a product which is square at the top. See product number 2 on the top of this page.
This re-shape option is on a rotary table with two driven rollers. A product made this way is shown on the top of this page, in the slideshow, number 3.